

来源:ag九游会j9登录入口 发布时间:2025-12-01 15:42:54
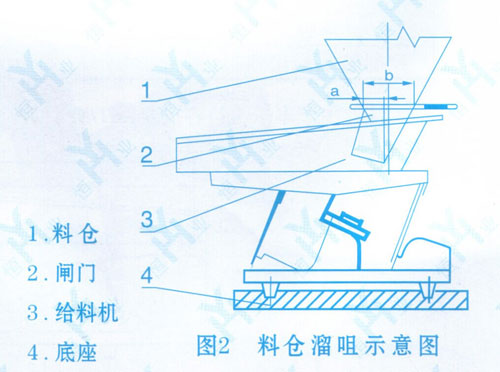
电磁线圈由单相交流电经可控硅半波整流后供电,系统在电磁力作用下作受迫振动。 给料机的料槽在振动过程中不断将物料向前方抛起,进而达到给料的目的。1、本系列电振给料机设计时未考虑仓压 影响,为保证给料机的正常运转,在配置料仓时应注意以下几点:
(1)料仓出口与给料槽之间应留有5毫米 左右的间隙,以保证料槽在振动过程中不受料仓的影响。
(2)料仓出口应设计有斜溜咀,以免料柱的垂直压力直接压在给料机上,否则将极度影响给料机的效率。
(3)料仓开口尺寸应能保证获得足够的料层厚度。同时为了调节料层厚度应设置闸门。料仓配置型式参看图2,正常的情况下,a与b的比值为1/4左右。
2、GZV系列给料机为座式结构,安装时平放于支撑台板上即可。微型振动给料机试车和调整
给料机出厂前已经调试好,一般无需现场进行调试,试车中或检修后发现性能达不到要求,可做必要的调整。
安装好的电振机与控制机与控制箱接通,打开电源开关,调节电位器旋钮,逐渐增加电流,同时观察槽体上的振幅牌所示振幅,当振幅达到1.5mm时,电流应等于或小于额定值, 经过1小时的运转,运转中振幅除随电网电压波动而变化外,应缓慢上升或不上升,但不应连续下降。否则,一定要进行必要的重新调整:电振机应注意保证在不撞击状态下运转。
先采用螺钉调整法。即调节板簧紧固螺钉的松紧程度,使其达到上述试车中的正常运作要求;
板簧片数调整法。即用增减板篑片数来改变弹性系统的钢度以达到正常运作的要求;
气隙调整法。即用改变气隙大小来增减激振力以达到正常运转的要求,但调整气隙后不得使电流值大于额定值的情况下试车运转,此法一般不多采用,气隙值应保持在1.8-2.3mm 为宜。
振幅指示牌如图3(a)所示,只是部分为一直角三角形。当指示牌与槽体一起振动是,由于视觉暂留,直角边与斜边形成一个交点,其交点所对应的标尺数即为被测槽体的双振幅。当双振幅为2毫米时,交点就对应在标尺2处,如图3 (b)所示。
a)调节给料机的振幅,在额定振幅范围内,通过旋转控制箱电位器旋钮可以 直接调节振幅,从而能够无级地调节给料机的生产率。
b)调节料仓闸门的开度,改变料层厚度,也能够达到调节给料机生产率的目的。
给料机运行过程中一定要经常检查振幅及电流的稳定情况,如遇板弹簧断裂,铁芯和衔铁之间气隙发生明显的变化或撞击,必须立即停车处理。
电控箱电原理图图4所示为阻容移相角拨电路原理图,图5所示为晶体管触发电路原理。其它如需各种 形式的自动控制电控箱,可按要求制作。
惯性振动给料机体积小、重量轻、效率高,给料能力大;该类振动给料机大范围的使用在矿山、冶金、煤炭、建材、轻工、化工、电力等行业中。
GZ电磁振动给料机在生产流程中,用于反块状、颗粒状、粉状物料从贮料仓或漏斗中定量、均匀、连续地给到受料装置中去。
上一篇:潮起渤海湾·新质生产力的力量丨大国重器“智”造新高度
下一篇:我国路面机械网




